Top Types of Rubber Belting for Industrial Applications and Their Benefits?
Rubber belting plays a crucial role in various industrial applications. According to a recent market analysis by Grand View Research, the global rubber belting market is projected to reach $6 billion by 2025, driven by its wide acceptance across numerous industries. This growth underscores the essential qualities of rubber belting, such as durability, flexibility, and resistance to harsh environments.
In industries like manufacturing and logistics, rubber belting provides a reliable solution for conveying materials. The ability to withstand heavy loads and extreme temperatures makes rubber belting ideal for diverse settings. For example, in food processing, FDA-approved rubber belts ensure safety and compliance, highlighting the importance of quality standards. However, choosing the right type of rubber belting requires careful consideration of specific applications.
Integrating rubber belting into operations can improve efficiency. However, businesses sometimes overlook maintenance requirements. Regular inspections and replacements are critical to prevent unexpected failures. This insight into rubber belting can help industries optimize their processes while addressing the challenges that come with its use.

Overview of Rubber Belting and Its Industrial Significance
Rubber belting plays a crucial role in various industrial applications. It is primarily used in conveyor systems, offering efficient transportation of goods. The flexibility and durability of rubber belting make it ideal for heavy loads. This material can withstand harsh conditions, including temperature fluctuations and exposure to chemicals. Industries rely on rubber belting for increased productivity and minimal downtime.
Tips: Always choose the right thickness. The wrong size can lead to premature wear. Inspect belts regularly for signs of damage. Even minor wear can cause major issues later.
In addition to strength, rubber belting provides excellent grip. This ensures the safe movement of materials, reducing the risk of slippage. However, not all rubber belts offer the same performance. Some may degrade quickly under certain conditions. Analyzing your work environment is essential. Each setting presents unique challenges that need addressing.
Tips: Consider environmental factors when selecting belts. Humidity and temperature can impact performance. Keep an eye on belt alignment. Misalignment can lead to increased wear and tear.
Top Types of Rubber Belting for Industrial Applications
Common Types of Rubber Belting Used in Industries
Rubber belting plays a crucial role in many industrial settings. Different types serve specific purposes, each offering unique benefits. Common types include flat belts, V-belts, and modular belts. Flat belts are often used in manufacturing. They provide smooth operation and are effective for moving lightweight materials.
V-belts are known for their high efficiency in transmitting power. They fit securely in pulleys, reducing wear and increasing lifespan. According to industry reports, V-belts can improve energy efficiency by up to 30%. Modular belts, made from interlocking plastic modules, are versatile and allow for easy maintenance. Their design supports clean environments, as they are easier to wash.
Tip: When selecting rubber belting, consider your application’s specific requirements. Think about the materials being transported.
Another important factor is temperature resistance. Some rubber belts cannot perform in high heat or chemical environments. Choosing the wrong type can lead to costly downtimes. Assessing your operational needs can help avoid these pitfalls.
Tip: Regularly check the condition of your belts. Early detection of wear can save time and costs in the long run.
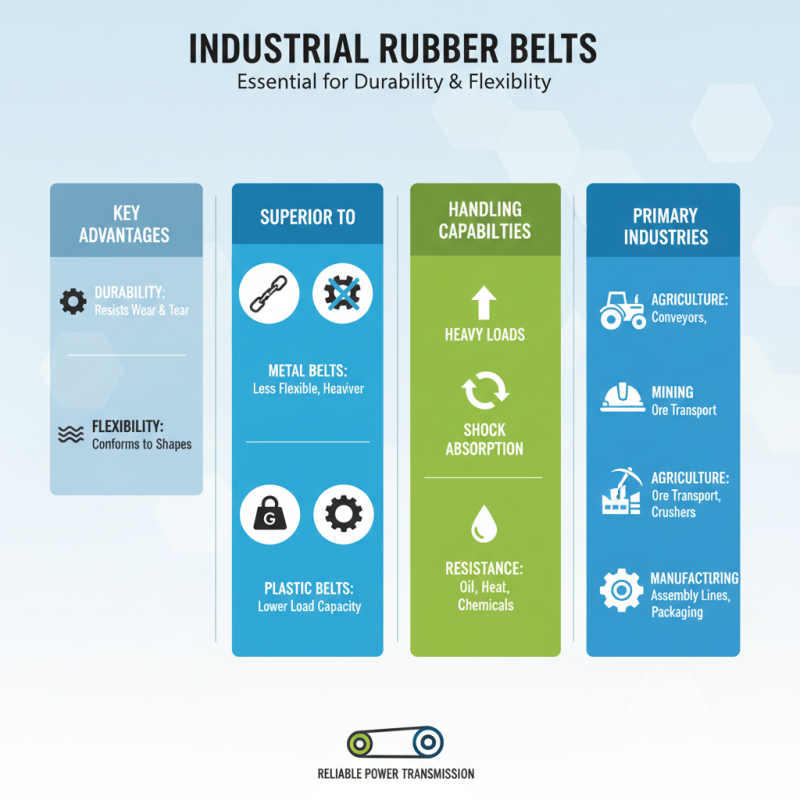
Key Advantages of Using Rubber Belts in Industrial Applications
Rubber belts are essential in many industrial applications. They provide durability and flexibility that metal or plastic belts may lack. With proper design, rubber belts can handle heavy loads and resist wear. Industries like agriculture, mining, and manufacturing heavily rely on these belts.
One significant advantage is slip resistance. This feature enhances safety, especially in environments where traction is crucial. Additionally, rubber belts can operate in various temperatures. They can endure heat from machinery, making them suitable for factories. Maintenance is another benefit. Typically, rubber belts require less upkeep, saving time and costs.
Despite their advantages, there are challenges. For example, rubber can degrade under certain chemicals. This limitation requires careful material selection based on specific uses. Furthermore, over time, rubber may lose its elasticity. Such degradation impacts performance and may necessitate replacements. Balancing these factors is key for optimal use in industry.
Factors to Consider When Selecting Rubber Belting
Selecting the right rubber belting for industrial purposes can significantly affect performance. Many factors come into play. Consider your application's specific needs. For example, the load capacity and environmental conditions are crucial. Heavy-duty applications may require thicker, more durable belting. This choice impacts longevity and maintenance costs.
Material composition is another key point. Different types of rubber have varying degrees of resistance to chemicals, heat, and abrasion. A recent industry report highlighted that nearly 30% of downtimes are related to belt failures due to improper material selection. It's essential to evaluate the environment where the belt will be used.
Tips: Always assess your operating conditions. Will chemicals be present? Will the belt be exposed to extreme temperatures? These questions can guide you in making informed choices.
Another factor is the flexibility of the belting. Rigid belts can crack under heavy loads. Flexibility affects how the belt interacts with pulleys and components. Assessing the available space and movement required in your setting is vital. Additionally, consider the ease of installation and replacement. Some belts are designed for quick changes, reducing downtime. This can influence the overall efficiency of your operation.
Maintenance Best Practices for Rubber Belting Systems
Rubber belting systems are vital in many industries. Maintaining them is crucial for efficient operation. Regular checks can prevent costly downtimes. Start by examining the belt for visible wear. Cracks and fraying are signs of trouble. If you notice these issues, it may be time for replacement.
Tips: Keep a maintenance log. Document each inspection and any repairs made. This can provide insights into patterns of wear.
Lubrication is essential but should be applied sparingly. Over-lubricating can attract dirt, leading to more wear. Clean the areas around the belting regularly. Dirt buildup can compromise performance.
Tips: Schedule cleanings every month. Establish a routine that works with your production schedule. Remember, a small investment in time can save money in the long run.




 +86-19862000127
+86-19862000127
 Phone
Phone Email
Email